Nous utilisons des cookies pour vous aider à naviguer efficacement et à exécuter certaines fonctionnalités. Vous trouverez des informations détaillées sur tous les cookies sous chaque catégorie de consentement ci-dessous.
Les cookies qui sont catégorisés comme « nécessaires » sont stockés sur votre navigateur car ils sont essentiels pour permettre les fonctionnalités de base du site. ...
Les cookies nécessaires sont cruciaux pour les fonctions de base du site Web et celui-ci ne fonctionnera pas comme prévu sans eux. Ces cookies ne stockent aucune donnée personnellement identifiable.
Les cookies fonctionnels permettent d'exécuter certaines fonctionnalités telles que le partage du contenu du site Web sur des plateformes de médias sociaux, la collecte de commentaires et d'autres fonctionnalités tierces.
Les cookies analytiques sont utilisés pour comprendre comment les visiteurs interagissent avec le site Web. Ces cookies aident à fournir des informations sur le nombre de visiteurs, le taux de rebond, la source de trafic, etc.
Les cookies de performance sont utilisés pour comprendre et analyser les indices de performance clés du site Web, ce qui permet de fournir une meilleure expérience utilisateur aux visiteurs.
Les cookies de publicité sont utilisés pour fournir aux visiteurs des publicités personnalisées basées sur les pages visitées précédemment et analyser l'efficacité de la campagne publicitaire.
Les grades 3D850 et 3D870 du PLA de chez NatureWorks offre un avantage considérable : la recuisson.
Tous les PLA peuvent être recuits mais les filaments PLA 3D850 et 3D870 décuplent l’intérêt de la recuisson. Les pièces recuites deviennent extrêmement résistantes, à la chaleur, aux chocs, à la torsion, pression, étirement, etc.
Cependant cette recuisson ne s’effectue pas n’importe comment, au risque de déformer les objets imprimés en 3D.
Une recuisson consiste à cuire, littéralement, une pièce en plastique dans un four. Il faut donc s’assurer qu’elle ne brule pas et qu’elle ne dépasse jamais son point de cristallisation, c’est à dire le moment où elle commence à se déformer.
La température optimale dépendra de votre four, il vous faudra impérativement faire des essais mais le secret consiste à chauffer peu mais longtemps plutôt que l’inverse.
Voici le tableau des températures préconisées:
|
Température |
durée de recuisson |
|
40°C (104°F) |
4.3 hr |
|
50°C (122°F) |
3.9 hr |
|
60°C (140°F) |
3.3 hr |
|
70°C (158°F) |
2.1 hr |
|
80°C (176°F) |
1.3 hr |
|
100°C (212°F) |
0.6 hr |
Commencez par préchauffer le four. Nous préconisons une recuisson en deux fois. Une première fois à 40°C pendant 4h20 puis la seconde à 80°C pendant 1h20.
De cette façon, même si on obtient pas la TFC maximale, la pièce ne se déformera pas. Attention, ces valeurs sont données pour une étuve professionnelle. Elles peuvent varier considérablement selon le four utilisé: faites des tests avant de tenter de recuire vos précieuses pièces!
Bien entendu, vous obtiendrez les meilleurs résultats avec une pièce imprimée en 3D avec un taux de remplissage (« infill ») de 100%.
Plus le taux de remplissage est faible, moins la recuisson est utile et efficace.
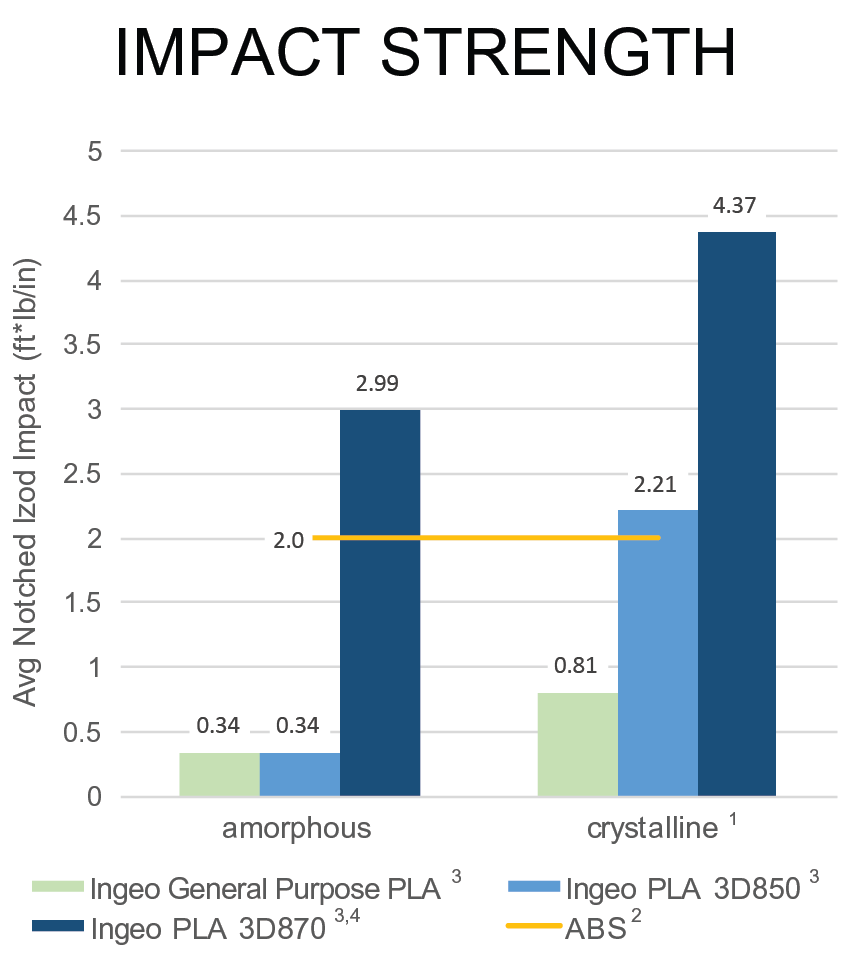
Les deux grades, le PLA 3D850 et le PLA 3D870 offrent des performances exceptionnelles cependant le PLA 3D870 est nettement au dessus (« cristalline » signifie après recuisson):
Enfin, n’espérez pas effacer les couches avec une recuisson. Pour cela, il faut dépasser le point de cristallisation ce qui entrainera une déformation de l’objet. Par ailleurs, vous n’obtiendrez jamais le rendu d’une pièce en ABS lissée aux vapeurs d’acétone. Pour le PLA, rien de tel que notre produit de lissage.